




厂刀齿沿圆柱体或锥体作涡状线排序的齿轮加工数控刀片﹐用以按展成法加工圆柱体齿轮﹑蜗轮蜗杆和别的圆柱型带齿的产品工件(见齿轮加工﹑齿轮)。依据主要用途的不一样﹐滚刀分成齿轮滚刀﹑蜗轮蜗杆滚刀﹑非渐开线齿轮展成滚刀和定装滚刀等。
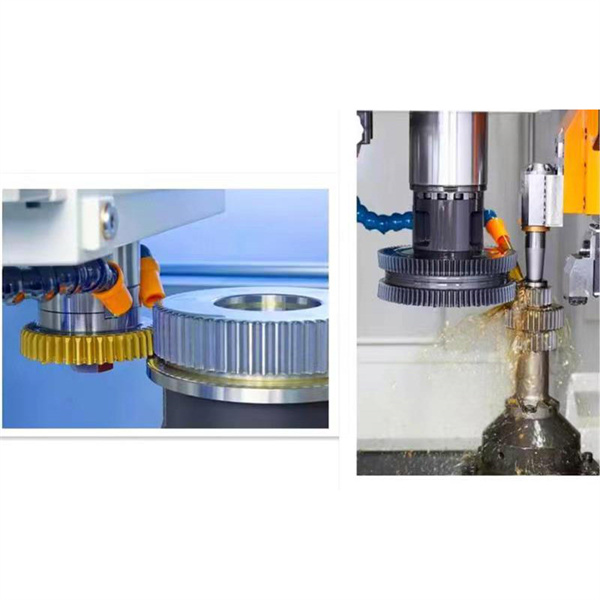
厂这类方式 加工齿轮精密度较高,是现阶段传动齿轮加工的关键方式 。范成法类型许多,有插齿、滚齿、剃齿、磨齿等,在其中常见的是插齿和滚齿,剃齿和磨齿则用以精密度和光滑度规定较高的场所。 齿轮齿条车刀的样子和齿轮类似,其变位系数和齿轮压力角与被加工。

厂斜齿插齿刀因为刀齿歪斜,两边刃的尺侧相距非常大,一侧为正前方角,另一侧为负前角,为了更好地改进插齿刀的作业标准,必须 选用独特的修磨。 锥柄插齿刀可被当作是插齿刀齿数为无限多时的一个充分必要条件,有直齿和斜齿二种。驱动链刀样子简易,生产制造便捷,用以加工外齿合直齿.斜齿与人字形齿轮,尤其适用加工比较大变位系数的齿轮。




