




1. D1 它有极高的硬度和耐磨性,与金属摩擦系数很小,切削刃极锋利,能切下极薄切屑,有很好的导热性,较低的热膨胀系数,但它的耐热温度较低,在700~800℃时易脱碳,失去硬度,抗弯强度低,对振动敏感,与铁有很强的化学亲合力,不宜加工钢材,主要用于有色金属及非金属的精加工,超精加工以及作磨具、磨料用。2.立方氮化硼:是由立方氮化硼(白石墨)在高温高压下转化而成的,其硬度仅次于金刚石,耐热温度可达1400℃,有很高的化学稳定性,较好的可磨性,抗弯强度与韧性略低于硬质合金。一般用于高硬度,难加工材料的半精加工和精加工。
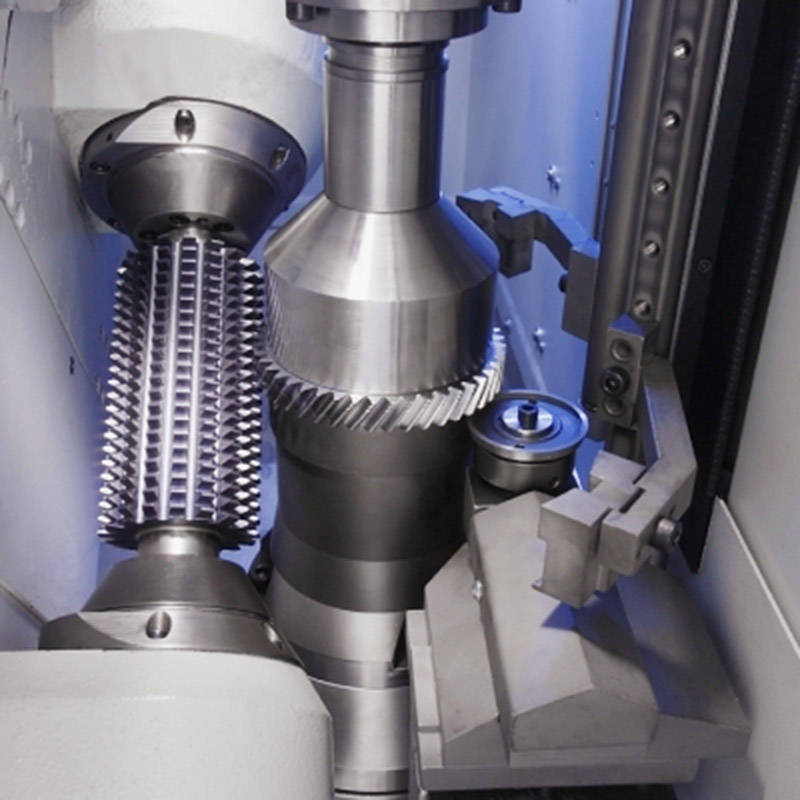
型号筒形插齿刀用以加工内齿轮和小的外齿轮,靠内螺纹的外螺纹扭紧在插齿机的主轴轴承上。锥柄插齿刀关键用以加工内齿合的直齿和斜齿齿轮。 实际操作为了更好地造成前角和重磨后不危害所加工齿轮的齿型,在垂直平分插齿刀中心线的各模型内做插齿刀成变位齿的样子,变位指数X0由前面朝向后内孔慢慢减少,并由正变负,插齿刀在应用中遭受一些限定。
型号普遍的圆柱体齿轮有下列几种:盘类齿轮.轴类零件加工齿轮.内齿轮.轴类零件齿轮.扇型齿轮.蜗杆,在其中盘类齿轮运用比较广泛。 二.圆柱体齿轮的结构形式 一个圆柱体齿轮能够有一个或好几个齿轮。一般的单齿轮齿轮工艺性能好;而双连或三联齿轮的小齿轮通常会遭受台肩的危害,限定了一些加工方式的应用,一般只有选用插齿。

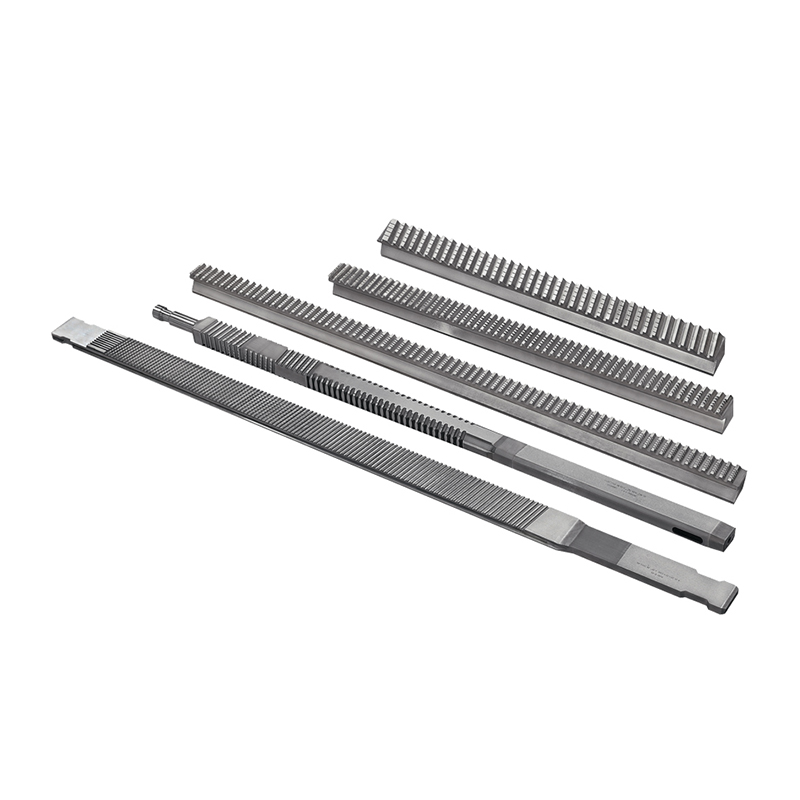
型号插齿刀在数控磨床上修磨。直齿插齿刀是用沙轮片的外圆面修磨,修磨时,筒夹应调节一个相当于插齿刀尺侧的视角,使前刃口圆锥母线平行面于沙轮片的外圆面的母线槽,插齿刀和沙轮片都绕本身的中心线旋转,沙轮片还沿本身的中心线方位往复式运动。




