



厂除此之外,插齿刀的往复式运动,往下是激光切割,往上是空程,为了更好地在空程时降低刃口的损坏,插齿刀在空程时要有让刀运动。 插齿刀按外观设计分成盘形插齿刀、碗形插齿刀、筒形插齿刀和锥柄插齿刀4种。

厂针对齿底弧形合理确保,保证 了齿轮的承载力;针对齿形齿向修型可依据规定做到;再因为齿顶与此同时切出来,热处理工艺后磨孔时,只需以齿顶精准定位就可以,有益于减少輔助時间与磨孔机械自动化的完成。此外,剃前端铣刀的重磨频次为10~12次,而一把剃齿刀的重磨频次为4~6次。

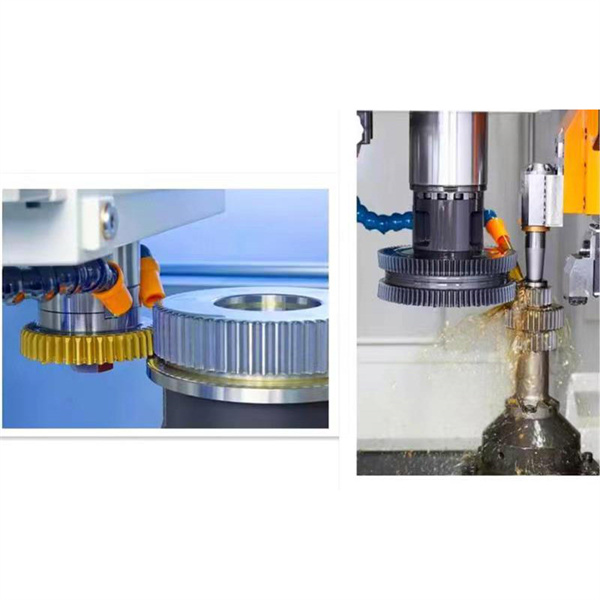
厂 三角花键轴插齿刀的转动运动和产品工件的转动运动构成复合型运动,产生产品工件的渐开线齿轮齿廓;插齿刀的往复式运动产生产品工件齿长方位的输电线,是一个简易运动,也是插齿时的主运动。 插齿时,最先是插齿刀相对性产品工件作轴向进入,直至全齿深时终止进入,复合型运动,切齿深及时时,产品工件再掉转一圈后,齿轮加工完善,随后插齿刀与产品工件迅速分离,数控车床全自动终止。




